
To address the challenges encountered in decommissioning a nuclear facility, the UK-based firm TWI has since 2009 been developing laser tube-cutting methods for the UK's Nuclear Decommissioning Authority. It has now demonstrated a 5 kW fiber laser projector, configured rather like a rifle, that can be wielded by a single person.
Metal pipework forms a surprisingly large proportion of the total volume of contaminated material that must be removed and treated when a nuclear facility is decommissioned. Laser cutting offers benefits for cutting of contaminated tubing, in that the cutting rate can be quite fast, no reaction forces result from the cutting process, and very little spread of contaminated material occurs. However, past laser cutting systems have generally been unwieldy, cumbersome, and used cutting geometries not well suited to the nuclear jungle of densely interwoven stainless steel tubing.
The TWI handheld laser cutting torch uses laser light generated by an IPG Photonics YLS-5000 5 kW ytterbium fiber laser (Larger fiber lasers are available, and could be used to enable more powerful laser torches). Ytterbium is the same laser element as is found in YAG lasers, which share the 1.06 micron laser wavelength. While this unit is rather large (1.4 m/55 in tall, 0.85 m/33 in on a side, and weighing in excess of half a ton), it can be connected to the torch through hundreds of meters of fiber, if required.
Laser cutting is a well established manufacturing process, but the cutting geometries encountered in demolition work are very different than the usual cutting on a flat table. In particular, very little study has been made of cutting tubing from a single side, rather than cutting by rotating the tube with a fixed laser directed at the desired kerf.
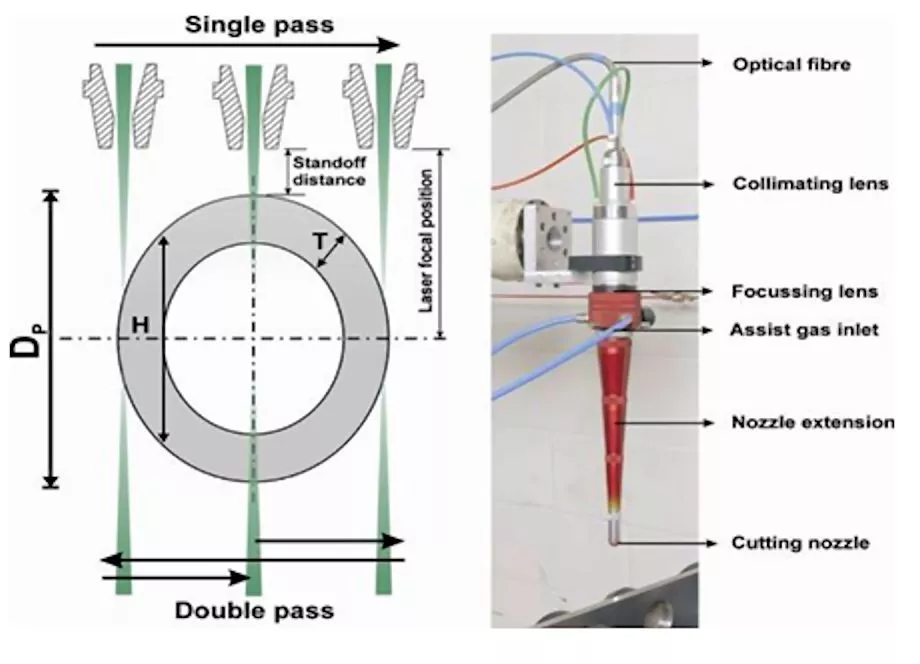
The above sketch of the TWI laser cutting torch explains how single side cutting is accomplished. The output from the optical fiber is collected by a first lens, and then focused into a fine cone by a second lens. The cone must be very narrow, so that there is sufficient laser power density to cut metal at all positions within the tube walls. In the unit shown above, the focusing lens has a 500 mm (20 in) focal length, ensuring that the laser beam would be tightly focused over a wide range of distances from the torch output.
In experimental cutting of stainless steel tubes ranging in size from 25-150 mm (1-6 in) diameter, with walls from 1.5-11 mm (0.11-0.45 in) in thickness, it became clear that it was more effective to take two quick passes with the laser torch, rather than trying to sever tubes in a single pass. Otherwise, there is too much distortion of the cutting beam from penetrating the near wall of the tube to allow enough power density for a clean cut at the far wall. The cutting process is fast, with the laser torch being capable of cutting through a 150-mm (6-in) stainless steel tube with a 1.5 mm (0.06 in) thick wall in less than 30 seconds.
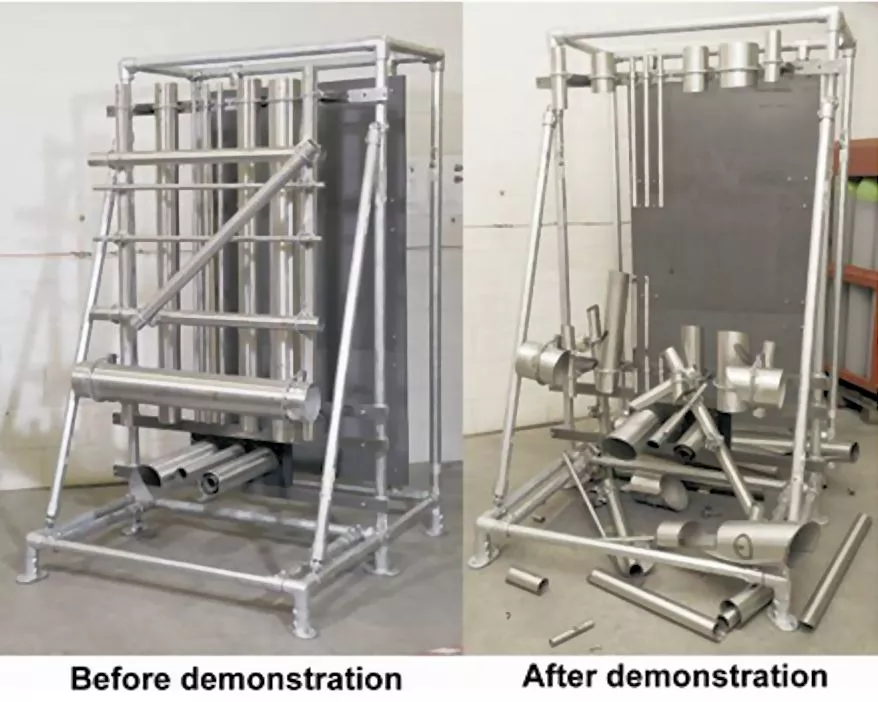
You can get an idea of the impact of a tool like this in the very enjoyable video below. Also, the image gallery has a picture of the result of 15 minutes of demolition using the laser torch on a mixed bag of tubes and fixtures.
Source: TWI