


Currently, most 3D printers work by either depositing or melting building material in successive layers. Unfortunately, this results in the finished objects looking kind of chunky, as the ridges between layers are visible. A new zero-waste process, however, uses light to create smooth-edged items out of resin.
Developed by a team at the University of California, Berkeley, the system has been nicknamed "the replicator" in homage to the fictional Star Trek device that can materialize just about any object.
Users start by creating a 3D computer model of an item, which is converted into a series of light patterns. Using a standard video projector hooked up to a laptop, those patterns are then projected into a rotating glass cylinder containing a light-sensitive resin. That resin is composed of a combination of liquid polymers, photosensitive molecules and dissolved oxygen.
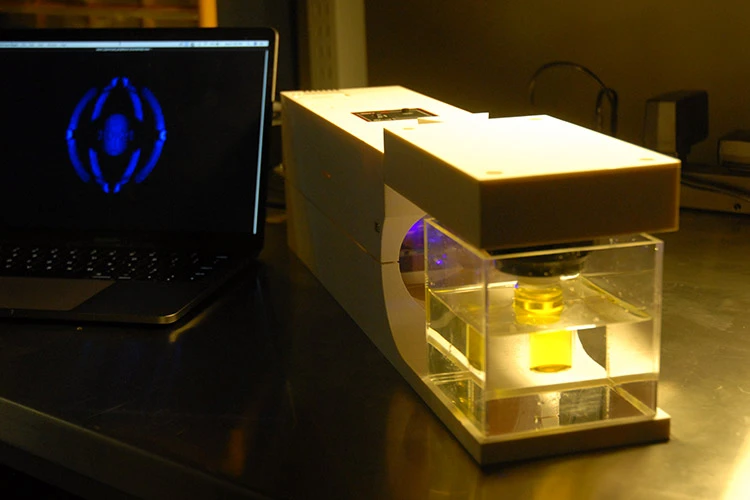
Activated by the projected light, the molecules deplete the oxygen in specific three-dimensional areas of the resin. Once all of the oxygen has been depleted in those areas, the liquid polymer transforms into a solid by forming molecular cross-links. After the resulting completed object is removed from the cylinder, the remaining non-cured resin can be reused after being heated in an oxygen atmosphere.
So far, the system has been used to print objects measuring up to 4 inches in diameter (102 mm), with build times ranging from 30 to 120 seconds. Not only are those items smooth because they're printed "all at once" instead of layer-by-layer, but they're also more flexible than traditional 3D-printed objects.
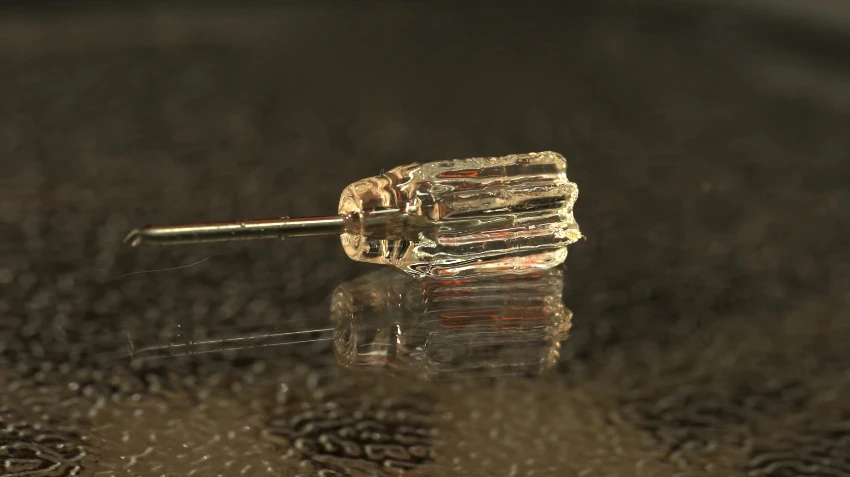
Additionally, the technology makes it possible to add 3D-printed parts to existing solid objects – for example, the replicator was used to print a handle onto a steel screwdriver shaft (pictured above).
"I think this is a route to being able to mass-customize objects even more, whether they are prosthetics or running shoes," says Asst. Prof. Hayden Taylor, senior author of a paper on the research. "The fact that you could take a metallic component or something from another manufacturing process and add on customizable geometry, I think that may change the way products are designed."
The paper was published this Friday in the journal Science. To see the printing process, check out the video below.
Sources: University of California, Berkeley, American Association for the Advancement of Science via EurekAlert

