























































January 23, 2006 There are just two environments akin to the acute excellence required to compete successfully at Formula One level – a space launch and the battlefield. All three areas are so close to the edge of human understanding that the technology developed in their pursuit often filters down to consumer products and introduces a better way. Panasonic Toyota Racing officially kicked off its 2006 Formula 1 campaign with a special event at the Toyota manufacturing facility in Valenciennes, France earlier this month, at the same time as disclosing an unprecedented amount of information about the Toyota production process and how it has been applied to the former art, and now decidedly scientific process of Formula One. Incredibly, the company has applied knowledge developed in manufacturing production cars to improve its Formula One competitiveness . If you’re into car racing or manufacturing, this is a “must” read!
Panasonic Toyota Racing has adopted a unique approach to its 2006 racing season and chose to veer away from the more established ‘car launch’ as its TF 06 race car has already completed substantial test mileage since its inaugural run at the Circuit de Catalunya in Barcelona on 29 November last year. A huge effort by the entire team to ready the new car in record time resulted in that unprecedented early rollout, which formed a key part of the team’s push for success in 2006, a year that sees special challenges as the entire field adopt new V8 engines and Toyota joins forces with its new tyre partner, Bridgestone. Toyota’s aggressive development programme is a clear sign of its intentions in Formula 1. Having introduced the podium and pole-scoring TF 05B for the final two races of 2005, the TF 06 hit the track just six weeks later, stunning rival teams. Read on for an extensive article covering in depth the development process of the Toyota TF 06.
“We feel that the concept of holding a new car launch at the beginning of each year, just for the sake of it, is outdated,” explains Technical Director Chassis Mike Gascoyne. “We are updating more major elements on an increasingly frequent basis. Although this can be a difficult process to manage it does mean that we can ensure resources are being spent in areas that make the car go quicker, as and when it is required, and not simply on redesigning existing components just because we feel that we have to. Consequently, we have moved to a process of continuous evolution, hence the smooth transition from TF 05 to TF 05B and to the early completion of TF 06.”
That ongoing process will continue with the introduction of the TF 06B – currently scheduled for the seventh race of 2006, the Monaco GP. The policy of continuous improvement reflects the philosophy of kaizen, a key element of the Toyota Way, the set of principles that guides the company at every level, even within its Formula 1 programme!
Work at Toyota Motorsport’s Cologne-based factory is increasingly benefiting from the use of Toyota Way thinking, and in particular the Toyota Production System (TPS) techniques that it encompasses. TPS has been used to improve efficiency in departments such as composites and engine production, helping to speed up the introduction of new developments.
“Toyota Production System is part of the Toyota Way and enables us to increase efficiency in all areas of the corporation by eliminating waste through a continuous improvement approach,” comments Chairman of Toyota Motorsport and Team Principal of Panasonic Toyota Racing Tsutomu Tomita. “TPS has been expanded to all areas of the Toyota Corporation, including Toyota Motorsport and our Formula 1 activities.”
“Every day we can see and feel the benefits that TPS brings us,” adds President John Howett. “We have created a special TPS group in Cologne and by infusing TPS throughout the factory we have been able to cut down lead times, reduce costs, increase overall efficiency and positively impact all areas of the team with notable examples in CNC and Composites. It is an ongoing process, one which we encourage all team members to live by and embrace. There is no end to the improvement cycle and one major part of TPS is to promote the active involvement and feedback of the individuals doing the job, rather than simply dictate from above.”
The implementation of TPS has played a significant factor in the team’s ability to introduce the TF 06 early. The intention was to get as much experience as early as possible with both the V8 and Bridgestone tyres as part of a definitive package, rather than with an adapted 2005 car.
Technical Director Engine Luca Marmorini explained: “With the move from V10 to V8 engines in 2006, it has been extremely beneficial to have the TF 06 package running in the November-December tests. By waiting until January, it would be too long to react and change long-lead parts in time for the first race. We were able to confirm things that we tested on the dyno and generally we have maximised our time. All drivers have given us positive feedback in terms of performance and reliability, so we were already confident that we had a raceable package, even if the rate of development never stops.”
While the mechanical heart of the TF 06 as tested in November is the same as the car that will first race in Bahrain on 2 March, aerodynamic and suspension updates – parts that in essence ‘bolt on’ – will be introduced as close to that first race as possible.
Mike Gascoyne continues: “The reason everyone pushes their car back as late as possible is to maximise time in the wind tunnel for aero development. Our philosophy is to get the best of both worlds by releasing the Bahrain aero package as late as possible, to maximise the development time and reliability running of the mechanical package while ensuring that the aero development time is absolutely at its peak. If we’d rolled out a new car for January, we still couldn’t have incorporated any of the things we’d learned from testing Bridgestones in November. We can now react and introduce the TF 06B bearing in mind all that we’ve learned from testing.”
After Panasonic Toyota Racing drivers Ralf Schumacher and Jarno Trulli achieved five podiums, including two second places between them last season, the team can have no other target than to win a race in 2006, but Team Principal Tsutomu Tomita knows full well the tough challenge this will entail.
“It is natural that we enter the 2006 championship with our sights on the top step of the podium,” he says. “We are pushing very hard, but we don’t underestimate the difficulty of Formula 1 or the challenges we face in 2006. If somebody goes up, then somebody else has to drop down the order. Even if we can get that first win we will have to push ourselves more to keep that position.”
He admits that it’s impossible to forecast how the car will stack up against the competition: “It’s very difficult to predict what will happen, especially with all the variables we face this year with a new V8 engine, new Bridgestone tyres and a revised qualifying format. With that in mind, we should aim to be the best Bridgestone team this year. We were a podium scoring team last year, and any team looking to develop must always set its sights higher. Obviously that means finishing on the podium consistently, and ultimately finishing on the top step.” Mike Gascoyne and Luca Marmorini, the respective technical directors of the chassis and engine departments, have ensured that everyone at Cologne has worked in closer co-operation than ever before, guaranteeing that the TF 06 and the new V8 form an optimal package in the quest for the top spot.
“You need integration between departments,” says John Howett. “As soon as you get people to break down the barriers, and integrate across them, you get massive improvements. All Formula 1 teams like to claim that they are teams, but there is a natural tendency to have a not-made-here syndrome between groups or ‘empires’. The back end of the TF 06 is impressive because the engine guys and chassis guys have spent the duration of the design and production process talking, and that’s resulted in a huge step forward and the beginning of the benefits we can derive from our ’one roof concept’.”
Marmorini says that everyone has responded to the challenge of designing and building the V8 in what was a relatively short time frame: “After six years there is a good know-how in the Toyota team, and this engine is the result of our experience. What is important is that we are a young and flexible team. We accepted the V8 as a challenge, and we enjoyed it because it was something different and technically stimulating.”
Ralf Schumacher and Jarno Trulli will take up racing duties once again, occupying cars 7 and 8 this season, a reflection of Panasonic Toyota Racing’s well-earned fourth place in the 2005 championship. Ricardo Zonta and Olivier Panis, both of whom joined the team in 2001, will serve as third driver and test driver respectively.
Both Ralf and Jarno are entering their second seasons with the team, and both are delighted with the pace of development. They relished the chance to try the TF 06 early, and make a contribution to its development even before the New Year.
“Hopefully this will give us an advantage for this year,” says Jarno. “We cannot say we will be the best, but for sure we will be very well prepared with the new car in terms of mileage and experience. We’ve tried to solve all the problems and get ready for the first race. Now we’re doing very well, and it feels good, although there’s still a lot of work to be done in the run-up to the first race and beyond. I am optimistic and confident.”
“Of course it is still very early, but the new car felt really good,” says Ralf. “Obviously, the power is lower but it is still a very driveable engine, with a nice torque curve. I am happy with the new Bridgestone tyres as well, but we have a full programme of pre-season testing and development to continue making improvements to our package. It is an intensive schedule with a lot of work to cover before the first race, but that is where we can benefit from having our car ready so early. We learned that last year and saw the gains. It helped us a lot in the first few races, and that’s what we are aiming for again.”
TECHNICAL DIRECTION: CHASSIS
The following section is a question and answer format conducted with Mike Gascoyne regarding the technical direction of the chassis.
What’s new on the car compared with last year?
“The front end is a development of what we did with the TF 05B – we very much improved the front potential with that car. And the TF 06B will be yet a further development of it. We also have a significantly different rear end lay out. The gearbox is fundamentally the same, but it has reduced weight and it’s stiffer. However, we’ve gone away from the rotary rear damper concept that we’ve had for the last couple of years to a linear rear damper. We’ve identified a damping problem with the car over the last couple of years, which we’ve now put right. When we ran the TF 05B all the drivers’ comments were that we’d made the front end much, much better, but the car was rear limited – they were just waiting for the rear to settle down. We had the linear rear damper layout coming along, and in testing we saw that the TF 06 was a significant improvement. It matches the rear with the front, and produces a more balanced car.”
The V8 is some 10cms shorter than the V10. How has that affected the chassis?
“The difference in length has not played such a key role for us. Once we knew we were still qualifying with fuel, we made a firm decision to keep the front face and rear face of the fuel tank in the same place. Based on the data we received from Bridgestone we were predicting to run less forward weight distribution than we were used to. We’ve actually increased the monocoque length, and kept the gearbox length essentially the same. The V8 also makes the radiator layout slightly easier, and the radiators are smaller as well. The packaging of the exhaust is easier because there are a couple of less pipes around!”
What effect do the different characteristics of the V8 have? “Obviously V8 vibration levels are significantly increased. We did have initial problems on the dyno, but the engine is mounted differently on the dyno and you can only learn so much. You hold an engine very differently on a dyno compared to a car, and it reacts very differently. We actually got fewer problems in the car that we expected, but it can be the other way round. Until you get it in the car and the drivers have run it, you don’t know what’s going to start breaking. The advantage we’ve had is that we’ve done miles and addressed any failures. Driveability is very good, and the drivers are pleasantly surprised. Luca and his team have done an excellent job. The big difference you will see compared to the V10 is in starts and low-end torque.”
How difficult is it to change tyre supplier?
“Bridgestone did a good job to provide us with a lot of information in the short time between the end of the season and the start of winter testing, so we pretty much knew what to expect. We were able to get a balance on the car reasonably quickly, but of course you’ve got to re-learn the effects of all the set-up changes that you do which affect the tyre. Obviously with a different manufacturer they all do slightly different things. Really that’s why we wanted to run the mechanical package for Bahrain in November and December. We didn’t want to spend that period learning things that we then had to re-learn because the car was significantly different. We were able to take a measured approach, just working through set-up parameters, just to see their effect and really learn how that tyre reacts. We got a balance on the car pretty quickly, and we were pleasantly surprised.”
Apart from the engine, have any rule changes affected the chassis?
“There are some small aerodynamic modifications at the front, and the rear crash has gone up to match the front test. We’ve elongated the crash structure in line with the increasing size of the rear wing endplates, so we can use that to take the extra crash velocity.”
TECHNICAL DIRECTION: ENGINE
The following section is a question and answer format conducted with Luca Marmorini regarding the technical direction of the engine.
When did you start on the V8 project?
“When we had to decide our plan for the V8 we wanted to be able to test the engine in the car before the 2005 summer break. That was our target. Typically when you have a brand new engine you need roughly eight months for design and production and a further four months of development on the dyno. So eight months before February 2005, the planned date for the first dyno test, we started the design of the engine. After a while the FIA changed some dimensional constraints in the regulations, so we had to adapt our design around a fixed bore spacing, crankshaft height and some limitations like this. We had to start again, and instead of February, we moved to March. On 2 March, we fired it up.”
How did the first track tests go?
“The first engine went in the interim car in July in Jerez. At the time we had to respect the agreement that said we could not run with more than two cars, so the V8 could only run when one of the V10 cars stopped. There was not a lot of time, but it was enough for us to do some tests and learn. We covered something like 000kms over several days. It was just a very quick test, but we could already do some modifications during the August test ban, and we went back at the end of September with the first step, and we ran again for two days. Then there was the October ban, and at the end of November we were ready with what we called a raceable version of the engine.”
How much has been carried over from the V10?
“As a philosophy we decided not to modify any working parts from the V10 unless it brought a clear performance benefit, or was an important modification. The 2.4-litre has the same unit displacement, so we carried over most of the internal parts. Some parts even have the same drawings as the V10. In this way we could focus on the new things of the V8, which means the dynamic behaviour. Toyota has a lot of experience in V8s from the USA, but we had not revved a V8 to 9,000rpm, so we had to focus on the new challenges. I think that was the right decision. If we had at the same time too many unknowns, including some problems we could have avoided, we could have compromised our development. If you could open the V8 and open the V10 and see them close you will understand that they’ve come from the same group of people, the same know-how.”
What has changed most since that test in July?
“All the hydraulic system, the installation in the car, was done according to our experience with the V10. At that very first test in July we had big problems with the car systems because of this new vibrating machine. If the hydraulics start to fail, then you cannot use the throttle, so we had to modify everything. The V10 also vibrated, but our system was tuned to a certain level. The V8 was different, and we had to adjust mountings and so on. When we ran the TF 06 in November we didn’t have a single stop due to the engine installation, so we could focus on engine reliability and performance. On top of this the engine used in July was an engine that could not fit the 2006 car, so we had to apply some minor modifications to fit the new gearbox. But it’s the same engine in terms of key components and internal parts.”
For the first time there’s a minimum weight regulation of 95kgs. How did you adjust to that constraint?
“Let’s put it this way. If you weighed the engine that ran on the dyno in March 2005, it was much more of a Formula 1 engine than the engine we’re running now, in terms of weight. The internal parts are the same, but the one that ran in March was done with 2005 technology, thin wall castings and so on, so it was very light. To give you an example, the V10 we raced in 2005 could not fulfil the new regulations for the V8! So we had to add weight. We put material on castings, as there’s no chance now to have thin wall castings where we don’t need them. At the same time we integrated the functions of the engine to be sure that we could also collect weight for functional parts.”
How closely have you worked with the chassis team?
“An F1 engine is a part of the car. An engine is not good if it’s not well introduced into the car. You never win in this way. When we start a new engine we are sitting with the chassis people, and a lot of the input on the specifications of the new engine have come from chassis. Chassis design also takes into account the engine’s working conditions. We’ve done a lot of modifications of the engine, trying to help the car. The engine is a big spacer, and the exhausts are a big volume, around which the aero people have to design a good car. So we are always in contact with them to try to help them design a better car, and at the same time we have to design a car that is cooling enough. Doing everything under the same roof is a huge benefit.”
The introduction of 2.4-litre V8 engines
The introduction of 2.4-litre V8 engines is of course the major technical novelty facing Panasonic Toyota Racing in 2006. The change represented a major challenge for Luca Marmorini and his team, but aside from the V10 to V8 switch, there have been other notable alterations and stipulations in the engine regulations for 2006.
The FIA now require as mandatory the adoption of a 90-degree vee angle, as well as a minimum weight of 95kg. With other specifications also concretely fixed, it’s the first time that engine designers have been so restricted in terms of engine development.
Mike Gascoyne does not believe the switch to V8 engines will negate overall lap times in the long-term: “Needless to say the cars will have less power and we expect to see lap times in the region of two seconds slower,” he says, “but there will be softer rubber and the usual pace of car development, which will see this deficit reduced all the time. Will someone actually go quicker than they did last year? In some places they will probably come close even with a V8 engine.”
The change of engine has of course had a major impact on the chassis side – for example, it is 0cms shorter and has different cooling requirements – but it has had other wide reaching effects on the way the TF 06 (and its tyres) have been developed.
“We have roughly 200bhp less, so it’s a massive difference in terms of energy input into the rear tyres,” says Pascal Vasselon. “It’s a massive difference as well in terms of top speed, so for sure the development of compounds and aero efficiency is affected. If you want to simplify it, apart from the engine, the performance of the car is mainly about the combination and correct usage of two maps: the aerodynamic map and the tyre map.”
The return of tyre changes during pit stops
Toyota’s decision to move to Bridgestone tyres for 2006 was followed by a regulation change that sees the return of tyre changes during pit stops. In 2005, drivers had to use one set of tyres for qualifying and the race, which put the emphasis on longevity. Now changes are back again, and drivers will be able to run several of the seven sets that they are allocated for the weekend. Race strategy again becomes a complex balancing act between fuel loads and tyre performance.
“Bringing back tyre changes during the race changes your approach completely,” says Richard Cregan. “In 2005, all teams were restricted largely by the size of the car’s fuel tank – we were often trying to run very long stints in order to gain places later in the race, but this year the length of the stint will be more determined by the tyre and the life of its peak performance.”
"Racing will become more complex than it was in 2005, but that’s a challenge the team relishes."
“It’s a real bonus in terms of interest for Grand Prix preparation, because last year the tyres were rock hard,” says Pascal Vasselon, ”with very little wear, almost no graining, no blistering. There were many ways to get it right because those tyres were tolerant. Now the mileage requirement will drop to 80-100kms, so it means that we will be back to very unstable tyres.
These tyres will wear dramatically, will grain, will blister, so it will be much more difficult to get it right, much more demanding in terms of set-up. It will be difficult to find guidelines to make sure that for every single event, we have the right set-up. It will be very demanding as well in terms of strategy anticipation.
Last year, it was quite straightforward to estimate what was the best strategy because tyre degradation was not dominant in the calculations. Next year, anticipating tyre degradation will once again be key to determining the right strategy.”
Changing tyre supplier
It goes without saying that a change of tyre supplier between seasons is a major undertaking, and the desire to get as much early Bridgestone running as possible in part explains why the TF 06 was ready so early.
“Obviously we have to get working with new tyre technicians and engineers,” says Richard Cregan, “and new methods of reviewing the performance of the tyre and so on. But the ultimate goal remains the same regardless of tyre supplier and that is to extract the maximum performance possible from the tyre.”
The team had its first experience of Bridgestone when it ran the TF 06 car for the first time at the Circuit de Catalunya in Barcelona on Tuesday 29 November 2005. It was thought crucial to ensure that data was gathered with the real 2006 car, rather than an interim car.
“We’ve learned quite a lot,” says Dieter Gass. “The first session was almost easier than expected, but we did a lot of preparation work. The initial coupling of Bridgestones with our car was straightforward, and everything worked well as we learned about the way to use the new tyres.
We made very basic and predictable adjustments, scanned the most important set-up parameters and collected important data in order to update all our simulation tools for the different tyres. On top of that we have done a lot of work to ensure that we have the same aerodynamic attitude of the car with the Bridgestone tyres. After correcting a few parameters on the car set-up, all went pretty well.”
The Knockout 2006 qualifying format
Several variations on the one-lap qualifying theme have been tried over the past three seasons, but it’s all change in 2006 as a new knockout format comes into force. A big effort has been made to produce an action-packed qualifying format that guarantees cars are on the track all the time and should improve the show for the spectators at home and in the grandstands.
Saturday now begins with a single practice session that runs from 11am - 2pm (local time). Previously, teams had to nominate their chosen race tyre before the action started on Saturday, but that decision has now been deferred until the start of qualifying, so there is an extra hour available to make comparisons. Qualifying is now split into three blocks of 15 minutes, 15 minutes, and 20 minutes respectively. After each of the first two sessions the slowest cars are knocked out, leaving 0 for the final segment. In the first two, drivers are free to run minimum fuel levels. Those who don’t make the final 10 and will thus start from the place back then add as much fuel as they want for Sunday’s race. However, the top 10 runners have to start the final session with their race fuel loads.
They can then run as many laps as they wish to during the 20 minutes, and naturally they will be quickest by the end of the session, when the car has used up some of that fuel load. They are free to fit new tyres for a final big effort when the car is at its lightest.
The break between the second and third sessions will see frantic activity as teams use their race fuel rigs to fill the cars up to the chosen level.
“You can use those first two sessions to get a handle on the performance of the other cars, and then go from there,” says Richard Cregan. “But we are going to have to ensure all of our homework is done beforehand so we can react very quickly. It’s a challenge for the engineers to get it right, and for the spectators it’s going to mean that there are cars on the track, which can only be a good thing.”
After qualifying, the top 10 cars will be topped up under FIA supervision to ensure that they start the race with the same weight they had on board at the start of the final 20 minutes.
Logistic problems mean that the cars won’t actually be weighed by the FIA before that final session. Instead that race start weight will be determined by multiplying the number of laps run in that session by a predetermined consumption figure. That weight of fuel will then be added to the car before the race, under the FIA’s supervision.
Cregan explains: “We have to start the race on the same weight as we go out in qualifying. When we collect the car from parc fermé on Sunday morning we will use the figure that the FIA has given, put the car on the FIA rig with the FIA present, and add that amount of weight of fuel to the car.”
The new system should provide some fascinating action in the course of the season, and every team and driver will be under pressure not to make mistakes.
“I think it will be pretty exciting,” says Mike Gascoyne. “We’ve got the first two sessions where we have to go out and do a time, and in the third we’re going to want to be out lapping because we want to bring the fuel level down. And then with two minutes to go, everyone’s going to be diving into the pits for quick tyre changes.
I think it will be pretty hectic! It’s always difficult to know how these things are going to pan out. There will be cars on the track all the time, so that’s something for the fans to watch. One lap qualifying wasn’t particularly bad if you watched it on TV, but it was pretty quiet at the track. Now it will certainly build to something.”
Inevitably the new format puts a premium on being organised, especially when the final decision on race fuel loads is taken between the second and third sessions.
“When we complete the second session we’ve got to get the cars in and refuel them. As we go out for the last session we have to have what is effectively the race fuel load. There’s going to be quite a bit of action, because it will be important to be the first car out to complete the maximum number of laps and get the fuel level down.”
Tough at the Top
Although it’s not a rule change as such, Panasonic Toyota Racing faces a new situation in 2006 as it has lost the benefit of running a third driver on the Friday of race weekends.
The team first had the option to run a Friday driver back in 2003, when competitors were allowed to ‘trade’ that extra running against fewer test days between races. At the time the team preferred to focus on regular testing, but a change of rules for 2004 meant that any team finishing outside the top four in the constructors’ championship could run a third car on Fridays. Thus over the past two seasons Ricardo Zonta and Olivier Panis have been able to make a major contribution to the outcome of race weekends, especially in terms of tyre testing.
Last year, the team finished fourth in the championship, so the third car option has gone. That puts the onus fully on the two race drivers to do all the set-up and tyre work on Friday and of course any running involves using up precious engine miles.
“Losing the Friday third driver means the race drivers will inevitably do more laps,” says Mike Gascoyne, “which has an effect on engine mileage over the weekend. And we will end up doing more laps anyway, because in qualifying instead of doing one timed lap, we will have to go out and do a lot of running.”
Dieter Gass remains optimistic: “It was nice to have an additional car running on race weekends, which was able to go through useful programmes like tyre testing. Now we will rely more on the experience of the race drivers, so it will be more work for them and a lot more demanding on the cars. But on our side we did not suffer from mileage limitations last year, so we had almost three complete programmes with the three drivers.”
John Howett concludes: “None of the top teams can run a third car, so as we mature and improve as a team, we have to up our game and race against top teams in the same circumstances. Without the third car, there will be new challenges and I am confident we will tackle them head-on and overcome them.”
THE TOYOTA WAY
The Toyota Way is the name given to the set of managerial values and business methods under which the company operates. While much of what it encompasses has been at the heart of the company’s operations for many years, the actual phrase was coined as recently as 2001, in the light of Toyota’s continued expansion outside Japan.
The Toyota Way was compiled to summarise the company’s ‘DNA’ in a single document that can be read and understood by employees or team members around the globe, including those within the Panasonic Toyota Racing operation in Cologne. The key concepts include challenge, respect for people, team work and kaizen – essentially the elimination of muda, or waste, through continuous improvement.
Employees are encouraged to understand that the Toyota Way is not just a collection of empty slogans, but also includes analytical and communication tools and systems that have a practical use.
The Toyota Way can thus perhaps be compared with karate. You learn the kata, or the moves, much like you would develop problem-solving skills. But whether you can really break a brick or not depends on how you can marshal your mental capacity and bring your focus upon it. That is what makes the difference between just knowing the methodology, and being able to really pull it off in a powerful and successful way.
An important group of tools comes under the umbrella of the world renowned Toyota Production System. The roots of TPS go back as far as 897, when company founder Sakichi Toyoda patented a design for a loom that stopped whenever one of the threads snapped. In so doing he reduced muda, and that principle was developed further by his son Kiichiro, and refined in the 950s by legendary manager Taiichi Ohno. The essence of TPS is increasing efficiency through the elimination of waste in all areas through kaizen.
In recent years efforts have been made to foster the adoption of Toyota Way principles throughout the Formula 1 team, and great progress has been made via specific projects based on TPS thinking.
Toyota Motorsport President John Howett has keenly encouraged that process: “Part of the reason Toyota came into Formula 1 was to get people to understand more what Toyota is as a company, especially in Europe. It’s seen as a bit grey and amorphous, big and powerful. But what really makes Toyota successful? Toyota is passionate about building extremely high quality products, but they’ve found that the most important factor is people.
The Toyota Way is common sense and empowering the people who do the job to improve their daily process, rather than a top down management philosophy. That’s the essence of the way Toyota works as a company. What Toyota uses are tools that try to encourage people to use common sense.”
The advantages have come to be appreciated by all in the team, including those who have spent their careers within the unique environment of motor sport. “I came in and organised the wind tunnel and drawing office,” says Mike Gascoyne. “A lot of it was common sense, a sensible way of approaching and doing things. I was used to working in a Formula 1 environment, but when you implement TPS you realise there are a lot of similarities with what you’re trying to do anyway. Within the Toyota Way, it’s basically formalised.
It is important that the team retains the culture of its parent company. We are a Toyota company set up to be part of Toyota, and that is a difference. What you have to do is get the best of both worlds, so you react like a Formula 1 team can, but then you employ the systems that give you a benefit.”
TOYOTA PRODUCTION SYSTEM (TPS)
It’s often been acknowledged that manufacturer Formula 1 teams such as Panasonic Toyota Racing enjoy the benefits of two-way technology transfer with the road car business. Racing improves the breed, and in turn teams can take advantage of the technical resources that their parent companies have access to, such as R&D or production facilities that are beyond the scope of motor sport budgets.
It’s rather less obvious how a racing team can benefit by adopting management philosophies or techniques. What can a lean and mean, fast-reacting Formula team learn from the methods used by a global corporation? The conventional wisdom is: not a great deal. In fact, it is widely assumed that the more freedom a race team has to follow its own path, the better.
Toyota has proved that theory wrong. The introduction of Toyota Production System techniques to the racing operation in Cologne has resulted in clear benefits that can be readily quantified. Pit stops are quicker, and engine and chassis developments reach the track earlier than they did previously. The bottom line is that TF 06 will be more competitive as a direct result of TPS, and even the most sceptical race-bred veteran acknowledges that is no bad thing. In the years before the Cologne operation moved from rallying to Le Mans to Formula 1, and thus underwent rapid expansion in a matter of months, there was less need for formalised adoption of Toyota’s methods.
“Toyota Team Europe was a very small company,” says Toshikazu Chimura, current TPS Project Leader in Cologne. “And therefore work and communication was very efficient. Even if they didn’t follow the TPS or Toyota philosophy, they still worked towards one goal. They could solve problems as quickly as possible. I believe during that period the TTE members, without having any knowledge of the TPS, were using its principles.
However, after starting the F1 project we expanded very quickly and you could say there was a kind of chaos or confusion! In effect our expansion was too rapid. One day our president, Mr Fujio Cho, said we should apply TPS to the F1 project.”
The first area of focus involved perfecting pit stop techniques, which was overseen by former TPS Project Leader at Toyota Motorsport, Toshihiko Akioka. Subsequently TPS was used to improve efficiency in two key areas of the factory, namely engine production and the composite department. Those projects have proved successful, and other disciplines are currently being tackled.
Inevitably there was some initial resistance from people steeped in a background of motor racing, and used to a certain way of doing things.
“It’s still very difficult, honestly speaking,” says John Howett. “Racing people are very proud, rightly so in some ways, and Formula 1 is different. The question often is what’s in it for me? As human beings none of us like change, we’re resistant to it. The Toyota process is almost constant change, which people initially completely resist. But if you want to find more gain you almost have to change every day.
“On the other hand in most organisations people don’t really know what they’re going to do, or how they contribute. They just come in they pick up a file, they file a part that’s come out of an SLA machine, they give it to somebody else. When it really begins to work the people understand more purpose to their job, and somehow feel that their contribution is more recognised.
“I still think we’re not good enough in TMG yet, but once they get away from the ‘I’ve done it for 20 years and know everything about making F1 parts’ thing, they realise it’s not threatening, and they understand the gains, their job normally gets easier. And then the value of their job, in terms of internal self-fulfilment, becomes more positive.”
One early convert was Richard Cregan, General Manager of F1Operations. He was directly involved in the pit stop project, and has subsequently encouraged the wider use of TPS within the company.
“We try to implement as much of the TPS as possible,” says Cregan. “And we have improved the development time, we’ve improved the manufacturing time, and we have reduced the build time. A lot of that achievement is down to TPS programmes that we have in-house.
From the sound of it people often believe that TPS is only relevant to production based organisations. Personally I prefer to refer to it more as a Toyota philosophy system rather than a production system, whereby it helps you apply common sense in how you approach your whole planning process, your problem solving process, team work, everything.
The success of 2005 has helped all of those issues. You can feel it now in the company that there is a far better co-operation between departments, a far better understanding of each department’s problems, and this is the main reason why we’re able to bring the TF 06 out at such an early stage.” After the success of the initial projects, TPS is being incorporated into other areas of the company, and as more people understand it, so that process becomes easier.
“Now we’re expanding the knowledge and ability to the whole company,” says Chimura. “Not only production, but also other necessary functions. And also we’re developing people who can introduce this process by themselves, and who can also influence other members through their knowledge and experience.” Among them is Alain Longueville, a long time Cologne employee who now focuses on implementing TPS as a Senior Co-ordinator.
“Part of the power of the whole thing is that it shouldn’t be just a few experts that do it or explain it, but that 600 people understand it and come in every morning and say right, let’s see what we can improve. The power of that is enormous.”
Alain agrees with John Howett that it isn’t always easy to convince those who have spent their life in motor sport teams: “In F1 there are a lot of very, very strong people, who don’t have a lot of time. There’s always a tendency to say, “I’ve done this before, I know how it works, this is the way we do it, don’t ask me any questions.
But it is about getting the trust of people, and you can only get it by leaving your office, going downstairs and talking to the people. You sometimes even get your hands dirty yourself, try out some operations so that you really know what you’re talking about.”
The significant thing is that the TPS programmes have produced clear results, and encouraged improvements that ultimately have an effect on performance on the track.
Mike Gascoyne needs no convincing: “What other F1 team could bring a new car out three races from the end of the season, and then another car out six weeks after the season’s finished, and then another one seven races into the next season?
That is a sign that Toyota is becoming a leader not a follower. Our development strategy is quite innovative compared to any other team. Applying these principles allows you to do that. People say we can do three cars in a year because we spend a load of money, but actually the budget and the head count have gone down over the last two years. But you can do that and still produce a lot more if you are efficient.”
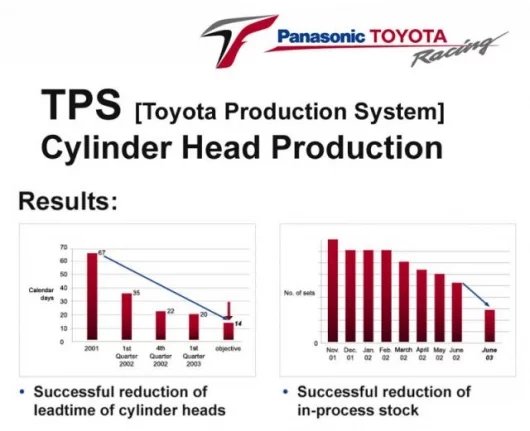
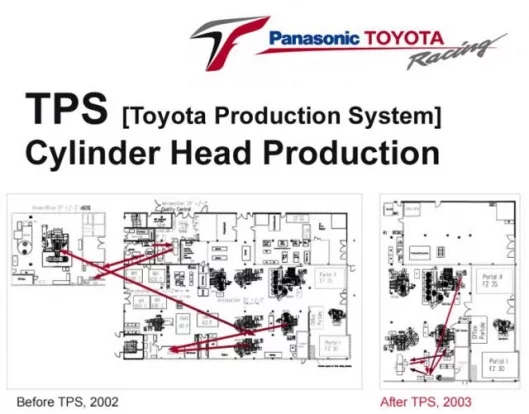
OPERATION: CYLINDER HEAD
For those involved in designing racing cars and engines it’s a fact of life that there is a frustrating wait before the fruit of their labours can be tested on the track or the dyno. It takes time to manufacture parts to the exacting standards required in Formula 1, and everyone has always accepted that. But what if you could reduce that production lead time by a significant degree, and in the process also ensure that the quality of the product was better than before?
That was the clear aim when Panasonic Toyota Racing decided to apply the principles of the Toyota Production System to the manufacturing of cylinder heads, one of the most critical areas of any race engine.
“One of the biggest gains in engine performance is port design,” says Technical Director Engine Luca Marmorini. “So the quicker we can change a port, the better. A cylinder head is quite a time consuming part to make, and if we actually have to scrap stock, it’s a highly expensive part. So really the minimum stock we have, and the more flexibility to change the design of the port, the better it is purely for performance gains.”
As soon as TPS was introduced to cylinder head production in 2002, it became quickly apparent that major gains could be made.
“It took 67 days to produce a cylinder head, from the moment we received the casting to fitting it to an engine in the workshop,” says Andrea Schmidt, Senior Co-ordinator for TPS at Toyota Motorsport. “It was far too long, because whenever we had a new specification it took that long before the workshop had the new cylinder head, and then half of the season was over! So we were not flexible enough. We wanted to give design more flexibility, so we had to reduce that lead time.
We knew that another leading F1 team needed about four weeks. We wanted to set ourselves a challenging target, and that target was two weeks. So from nearly 0 weeks, we had to get down to two. Everybody said, “Forget it, this is impossible.” We thought we might get down to five weeks or six weeks, but we can’t beat four weeks…”
Despite their own initial scepticism, Schmidt and her colleagues began to study this extraordinary challenge. The first problem was that there was very little information on paper – the process appeared to have developed organically, with no real thought put into streamlining it.
“We examined the complete process from the moment we received the casting, the complete production area to the engine workshop included. We couldn’t just take out pre-machining, or final machining, or de-burring, we had to look at the complete process – all 67 days. We knew it would be a lot of work, and it would take us a lot of time, and we had to do it on top of our normal jobs.
“First we looked at the complete material flow. We had nothing on a sheet of paper, so we had no idea what the complete process looked like. Where does an operator get his information? Does he need to collect the part? Does he need to deliver the part? What is his process time? It took nearly a month to write the whole process down and have something that we could start from and discuss.
“We also had to look at quality. Green-stickered parts are 100% to drawing, and in the first season we raced with cylinder heads which were not greenstickered. So what we did was implement jidoka, which means whenever we have a problem, we stop production. It’s the responsibility of the operator to stop the production line.”
This is a fundamental principle of TPS. It is far better to stop production and tackle problems rather than allow faults to be picked up later by quality control, when it may be too late to pinpoint the source and even more parts will have been produced with the same concern.
With each stoppage a meeting was called to discuss solutions. It took a while for everyone concerned to get used to this method, as there was a natural reluctance for individual operators to call time consuming halts. However, they soon learned to undertake increased responsibility for their areas.
The TPS principle of eliminating muda, or waste, can be applied to time as much as materials, and it was clear that things could be done much faster.
“We looked at waste of time regarding the movement of parts. We took the layout of the department, and followed the path with a pen. Each piece was being passed from one station to another, and this is where we lost the time. If you just added up the machining time, it was a week. This showed us that many weeks were just wasted, and the part was just lying around.”
This inefficiency was to some degree a result of Toyota Motorsport’s dramatic expansion over previous years. During the rapid transition from rallying through the Le Mans programme to Formula 1, the whole Cologne operation had to grow and adapt, including the production side. There was no real opportunity to start with a clean sheet of paper and plan things in the most efficient and logical manner.
“We had expanded the existing building and whenever we needed a little bit of space we moved a machine in there without thinking if it made sense. Thus we had to move parts over the corridor, and we lost a lot of time. So we changed the layout – we moved some machines so the operator now only had to go one or two metres. He didn’t have to transfer the part over the corridor to a different area, and maybe leave it laying there with no one looking after it.” One of the biggest problems was that the department had operated without sufficient consideration to where the end product was going.
“We had more than 90 cylinder heads in production, there were parts everywhere, and we had no real idea where our parts were. At the time our philosophy was to run the machines for 24 hours, producing cylinder head after cylinder head. But in the end if you looked at the number of races and tests, you could only use a certain amount. This is when we decided to produce just in time – when you need one, you produce a new one. It doesn’t make sense to produce more than the engines you can build.”
Producing only what is needed when it is needed is one of the main pillars of TPS, and the principle has been widely adopted across industry in recent decades. To make it work properly requires the use of kanban, in effect an ordering system that ensures that cylinder heads are now only put into production when they are required, rather than just to keep the machines busy.
When an operator gets a metal ticket from the engine workshop, it’s the signal to start producing a cylinder head. In fact they get two cards, for a left and right hand cylinder head. Previously the department was not necessarily able to deliver sets of a left and right side. Now the operators had to make sure that they delivered sets, and if there was quality problem with a left hand one, ensure that another was introduced into the system.
If the idea of the department producing unnecessary parts sounds illogical, it was to some degree because the operators felt compelled to stay busy. There was a natural human concern that jobs might be at risk should they appear to be surplus to requirements, but those fears have been addressed. Any free time was to be devoted to other tasks such as training, which further enhances quality and productivity. One of the key aspects is to involve the operators. Taking their ideas into consideration is essential to make TPS work.
“We also wanted to help people to improve the processes themselves, for example de-burring. We made standardised work charts, and worked together with the operators to decide the best way to deburr a cylinder head. In fact it depended on the operator. One needed eight or nine hours, another 5 or 6. We all decided to standardise the process and method to assure both quality and speed at 0 hours. The result not only improves the process but improves the ability to plan – you can’t plan with a range from eight to 6.” Planning, free flow of information and gaining people’s understanding and involvement is vital. Daily meetings were introduced, and tasks outlined on charts that everyone could refer to.
It was not an instant solution, but as each stage of the process was subjected to improvements, the benefits of TPS began to be felt, so the department became more and more efficient. A target that had initially seemed out of reach was achieved and then exceeded.
“It came down in stages,” says Andrea. “And in the end we are able to produce a new cylinder head in two weeks. To beat that other Formula 1 team was a real motivation for the people, and we beat them, so now we’re able to give design the flexibility to bring in a new specification. The only thing we spent some money on was moving machines into the right areas, but that was nothing. Everything else was just for free.
After one year we delivered the first green stickered cylinder head. When we had specific quality problems before, we couldn’t find out the cause, because we had so many parts and such a long process. We tried to do something to avoid it for the next cylinder head, but until we found out that it really worked, we already had over 20 other cylinder heads going through the same step! Now we know after the first or second one whether it works or not.”
Crucially the department can now also guarantee delivery on time, whereas before it was much harder to meet deadlines.
“This target of 4 days was set by the General Manager of Production & Procurement, and it was for us such an unrealistic target. He said this is your aim, and I will support you, and I will make sure you have the time to do this.
Noritaka Muramoto, a visiting supervisor from Toyota Motor Corporation, showed us how to do this, look at the material flow, the information flow, look at the layout, look at the quality, and we just learned by doing it.
It has been an interesting project. I must say I was one who said at the beginning this is for mass production, it can’t work in Formula 1 ! I’ve changed my mind totally, and learned so much since this project started.”
John Howett concludes: “The best part of TPS is that the work never stops, as we are constantly looking for the next improvements in-house that will lead to the next crucial tenth-of-a-second on the track.”
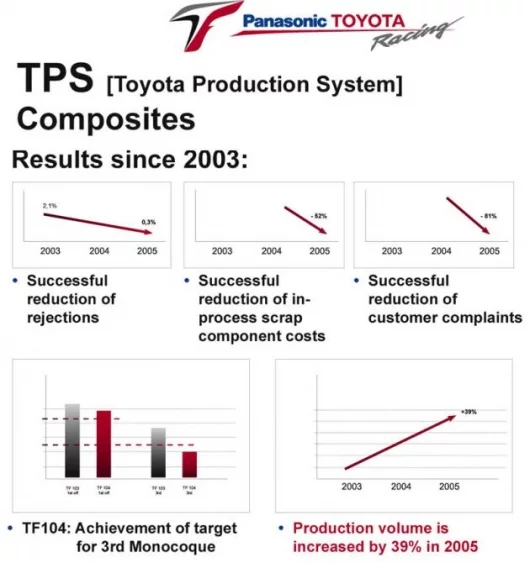
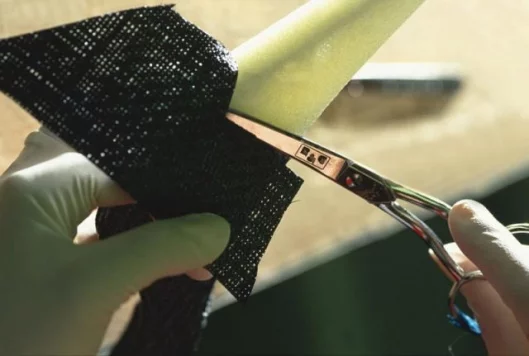
OPERATION: COMPOSITES
The composites department is a major element of Panasonic Toyota Racing and its operation plays a huge role in the building and development of the car. Speed is of the essence, and that is perhaps most obvious when the first chassis of each new design is constructed.
The significance of chassis lead time can be viewed in two ways. It either determines when the car is able to run, or if you work back from a specified roll out date, it determines when R&D work stops and the design is fixed and signed off. Whichever way you look at it, cutting that lead time has significant benefits.
But no less important is ongoing development work during the year. Even before the TF 06 hit the track in November 2005 the design team was working on updates to be introduced during the season, including the TF 06B which is tentatively scheduled to appear in May. The two major elements of a typical update package, aerodynamics and suspension, are routed through the composite department. The faster any new parts can be turned around, the earlier they can be transferred to the car. That’s why the Toyota Production System was used to focus on how to improve the efficiency of the department.
“If your composites department is more efficient,” says Technical Director Chassis Mike Gascoyne, “then you’ve got more design time, and deadlines can be pushed back later. It doesn’t necessarily mean that you produce anything early, but what it does do is front load design time and development time, or it allows you physically to do more.”
Activity started in the composite area in 2003, and focussed initially on the monocoque, the single most complex item made by the department.
“Composites is the last step before the F1 workshop where the final assembly takes place for the next race or test,” explains TPS Senior Co-ordinator Andrea Schmidt. “So composites can’t afford to be late, because the workshop has to build the car afterwards, and then there’s a race. So composites keeping the delivery date was the most important thing. However, it was similar to engine production, really. We couldn’t keep the delivery times, we had long lead times, and a lot of scrapping of parts, so there were a lot of quality problems.
We wanted to shorten the time to give design more time to develop things. The more time the designers have to test in the wind tunnel, the more improvements we can have. The aim was to replace parts within two weeks, so that for every second event, we could have the parts required. We needed to be quicker.” The difference this time was that Andrea did not have the same level of back up from a Japanese TPS specialist. Having absorbed the principles of TPS, it was now her responsibility to pass on the message to others in the company – a perfect example of the Toyota Way in operation.
As with engines, the first step was to observe and understand the processes involved in the department.
“For the first three months we just watched and observed, and tried to get the trust of the people. It was much harder in composites, because there are 12 different nationalities in this one department alone! They needed to believe it was not about reducing the head count, it was about improving the process itself, and using the capacity for something else, even improving their own work environment.
We tried to do a similar thing to engine production, find out what the process was for the monocoque. It’s a very, very complex part, and it took a long time. The problem is that we only produce about eight or nine per year in a six month period, so you don’t have the opportunity like you do with cylinder heads, where every day you can check. All we could do was analyse the TF 03 monocoques, and then improve things for the TF 04 the following year. So there was a time factor.”
"The whole exercise was about time and quality. Again, there was a clear target to be met."
“When we started, it took weeks to make the first monocoque for a new car. We looked at the process, at the theoretical lead time, and agreed that the target for the first one should be minus 20%. And from the third one onwards, because then you have stabilised things and you have solved the problems with the first prototype, it should be minus 25%.”
It was an extremely complex and involved process. The project group, made up from members of the composites department and Schmidt, identified 42 individual steps in the production of the prototype, a figure that fell to 28 for subsequent chassis.
“The majority of work is manual, which takes a long time, so it was a tough target to say minus 20%. A lot of the people had the same reaction as in engine production. They said, “OK, but at the moment we are already working all day. So where do you want to shorten something?”
The key was to make more efficient use of everyone’s time: “We implemented performance analysis sheets, because we had no idea how long people needed for the process steps. It was difficult, because every operator felt controlled. We had data where we could see one guy needed nine hours for a job, and maybe another took six. We had to understand why this was so.
It was just a black box, so we had to go into details of every process. This was the thing that we had to push to team leaders and to managers – we needed the data. We had no understanding of the laminating process, it’s such a long term thing, and this was the only opportunity we had.”
Maintaining quality is essential in any area of a race team, but especially so in composites, and it was acknowledged within the company that there was too much wastage. Attacking this muda was a priority, and key to that was introducing the TPS principle of stopping production as soon as a problem was spotted.
“We implemented the same jidoka system that we used in engines, and we introduced scrap reports. Whenever we had a problem, we all got together to discuss it. We needed to make sure that we were doing something, and that somebody followed up.
“We also instigated problem sheets, so that whenever the operator had a problem he filled out the sheet and said, “Because of this or that, I lost two hours,” so again we had data we could analyse. This was important because we knew we only had half a year.
With the feedback from the operators and the problem sheets, we set a priority list, and decided that these are the main problems we need to concentrate on first – all the others were addressed later. We made sure we really had responsible people tackling the problems. For example design might say, “I know I need to change the drawing,” or “I need to keep an eye on it next time.””
It is very important to ensure that someone is always responsible for ensuring that problems are addressed and the solutions are in turn reviewed. This is an example of the implementation of PDCA, or Plan-Do-Check-Action.
The ‘toolbox’ project was implemented, the name given to a set procedure initiated for every new TPS activity within Toyota Motorsport, with one project leader responsible to solve a specific problem, such as final machining of the monocoque, the lamination steps, or the assembly stages.
“We analysed all the data we had, and split it up into different areas. These were problems related to production, to design, and so on. We put all the responsible people together in a workshop, looked at the problems, and asked what can we do to solve them and avoid them for next year?”
As with the engine department, it became evident that the positioning of equipment within the factory did not always contribute to efficiency. As the Cologne organisation grew into a Formula 1 team, there was little time to plan the optimal arrangement. This was particularly evident in composites, where operators were sometimes obliged to leave the clean room in the middle of tasks.
“Every time they went in and out they had to change their clothes. That’s very time consuming, so we did what we did in engine production. We counted the footsteps needed, and reduced it by 50%. We made sure everybody had the just the number of tools that he needed right by his work bench, so he didn’t need to go in and out, and didn’t need to go to the other end of the clean room. We had a special area for suspension parts, a special area for the monocoque, and we put up signs so that when you were looking for a part you knew it would be close to this work bench.”
All this ‘housekeeping’ was common sense, but it also reflected a key element of TPS known as the 5S’s, derived from the Japanese terms seiri, seiton, seiso, seiketsu and shitsuke. The collected 5S concepts can in essence be translated as tidiness, orderliness, cleanliness, hygiene and sustaining discipline, ideas that should be second nature to anyone working in a Formula 1 environment. However, the busy team in the composite department had rarely found time to focus on the basic issues of keeping the place tidy and organised, and that had to be addressed.
The results of the TPS project, reflected in production of the TF 04, were impressive.
“We produce the same amount of monocoques, but we’re quicker, and they’re better quality. We didn’t achieve the first target, which was a 20% reduction with the first TF 04 – we ended up with 5%. But from the third one onwards we achieved a 6% improvement, when the target was 25%. We’re doing the same now every year, setting ever more challenging targets and trying to achieve them.”
In the spirit of kaizen, improvement has become an ongoing process: “At the beginning of 2005 we asked if we had solved the problems from last year, and can we improve and go to the next step? And for 2006 we’ve done the same.” Among the changes has been the introduction of a kanban ordering system. For example, when suspension parts are required – possibly in a hurry after accident damage depletes stocks – the information gets through.
The overall improvement in the efficiency of the composites department has had clear benefits, allowing the team to stun the opposition by introducing entire new cars and development parts with impressive speed. When the definitive TF 06 aerodynamic package is readied for the season opener in Bahrain, the team will have the capacity to build revised parts, including suspension, that are optimised for that package.
“It allows us to do that,” says Mike Gascoyne. “Other teams might not be able to optimise things in that area because they wouldn’t be able to make all-new suspension for the first race. We can also do an all-new suspension for the TF 06B when it comes along later in the year.
You make fewer examples of each part now, but it still impacts on production because of the patterns and moulds of new components. You have to have a production system that can deal with it, and TPS enables us to do that.”
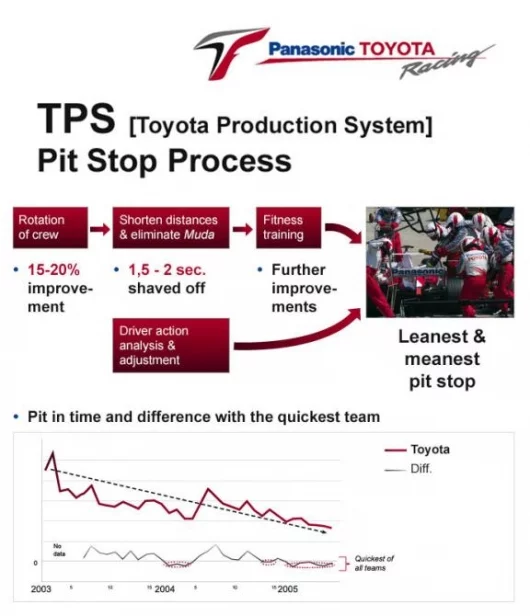
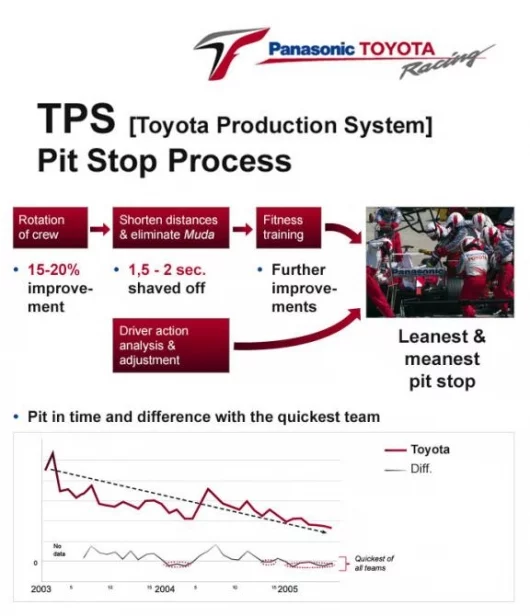
OPERATION: PIT STOP
It goes without saying that F1 is all about team work, and no element of the sport demonstrates that more clearly than pit stops. Up to six times during every Grand Prix the Panasonic Toyota Racing pit crew members demonstrate their skills as they service the cars of Ralf Schumacher and Jarno Trulli, and get them back onto the track with the minimum of delay.
Every one of the 20 team members directly involved in the stops knows that the tiniest mistake can prove costly. Naturally in common with other F1 teams the guys spend many hours practising, both back at base in Cologne and on actual Grand Prix weekends.
However, Panasonic Toyota Racing has been able to go a step further by applying the principles of the Toyota Production System to pit stops, in order to make them as efficient as possible. This is a high profile exercise that has provided the whole F1 organisation with a perfect introduction to the benefits to be derived from TPS. And it was personally set in motion at the suggestion of former Toyota Motor Corporation President Fujio Cho after he visited the 2002 Malaysian Grand Prix.
TPS expert Toshihiko Akioka was then sent from Toyota Motor Corporation to Toyota Motorsport in Cologne. He worked with Richard Cregan to explore ways of refining pit stop procedures.
Cregan takes up the story: “He helped us to understand TPS, and recognise which parts of it we could use, and how we could improve the efficiency of a pit stop. One of the main things he did was really help us to be able to look at ourselves in a critical manner, and a constructive manner. That’s something we’re not very good at in general, the human race, looking at ourselves and saying we can do this better. He helped us recognise that, and to apply that process in pit stops.”
Akioka set about the task by studying pit stops by reviewing videos with the men involved. There were two key elements, firstly the individuals and how they fitted their roles, and secondly how those specific jobs could be done better. “I understood immediately that everyone wants to do their best and wants to improve their job,” Akioka explains. “Knowing this, all I had to do was to create an atmosphere where everyone could perform to the best of their ability and improve themselves. So I set up a stage where they could see by themselves what they were doing. This is why I used video recordings in many cases. At first there were some resistance in some members, but soon many members came to me and asked me to record their job and they took the video back home to watch it. They then came back to me the next day and gave me many ideas which was worth trying. We tried all ideas from many members during pit stop training and timed it. Then we used all ideas which shortened pit stop time.”
“Together with Tosh (Akioka), one of the first things we did was to look at all the people we were using on the pit stops,” says Cregan. “We rotated everybody to see what job they did best. Maybe the guy on the wheel gun preferred to do that job, but following on from the tests we did, we found that while he may like to do that job, he’d be far better doing the rear jack. For example, he might be left-handed or right-handed, he may have upper body strength that could be required elsewhere. All those things were recognised, so we swapped everybody around to their most efficient position, and improved pit stop times by 15-20% just by that alone.”
Every crew member was able to make a significant contribution to the processes involved in a stop, and how they could be improved.
“It was a question of recognising the techniques of changing a wheel, what’s the best way of doing every individual job. So that meant taking one particular task like changing a wheel and breaking it down into all the components of the process, such as putting the gun in, taking the wheel nut off, taking the wheel off, putting the wheel back on.
We broke down every single action, and looked at the action and examined it for potential improvement, then putting those improvements in place. It’s very much an example of kaizen; you bite away at each little aspect of the whole process, and then at the end of that process you’ve suddenly saved 1.5-2s on a pit stop. If you try and do that without looking into the detail of the actual job, you wouldn’t be able to do it.”
While practising stops is all about making the routine feel as natural as possible, it’s also important to be ready for the unexpected. That’s when preparation can really pay off.
“We have a set programme, and then we have various items that we add in, depending on the race or the weather conditions, such as wing adjustments. We usually have a nose change as part of our practice, plus wing and things like last minute calls when the car is already in the pitlane and we see it has a damaged nose.”
In the spirit of kaizen, it’s an ongoing programme of improvement: “It’s interesting to see how you could improve it by looking at it on video and getting different individuals to look at it, because everybody’s got different ways of interpreting things. It’s a long process, and it might give you incremental improvements, but overall it can give you tenths, and that can get you out in front of another car.”
Even the role of the drivers came in for scrutiny, ensuring that no opportunity to improve stops was missed.
“We examined the in lap and out lap,” explains Cregan. “For example, braking for the pit speed limit line, accelerating out of the pits, the angle of steering used into the pit stop and out of the pit stop, stopping in the correct position so that the guys can work immediately and don’t have to move. So the drivers were part of the process of improvement.”
Having sorted the crew members into the roles to which they were best suited, the team has subsequently taken further steps to ensure that every man is able to give his best.
“Last year we involved the Sports University in Cologne. They came along and filmed pit stop training, and had a look at the various actions necessary for the different jobs. They went back and developed a special fitness programme to suit that particular job. We have an in-house fitness studio in the factory, and each of the guys get an individual programme and they work on that throughout the year. For example, the fuel man needs the upper body strength and the stamina necessary to lift the hose. That again helped to improve efficiency.”
There was another major change during 2005, as new rules meant that drivers had to complete a race distance on one set of tyres. That meant that most of the time the team members usually involved in swapping wheels were not actually called into action. However, they had to keep in practice, because changes were still allowed in wet conditions, while the rules also allowed individual damaged tyres to be changed.
“We took a decision at the beginning of last year that even though tyre changes would not be a regular occurrence, we should continue with the same pit stop programme as we had in previous years. So we still practised tyre changes every time. We modified it a little bit, because for example we may have had to change one tyre, rather than a set, because of a puncture. When we were practising we did that, plus our normal tyre changing.
“We concentrated a lot on fuelling, because tyre changes were not an issue in terms of the length of stops. You’re actual fuelling time is dictated by the flow of the rig, but you can make time up in how you stop the car, how you connect the rig on, how you disconnect it. We found a lot of time there, purely in the methods that our guys used.”
In fact the rules are changed again for 2006, and regular race tyre changes are back. Toyota is well prepared: “We have never stopped the process that we started two years ago, and I think this will help us in 2006.”
“Basically when we do the training now it’s controlled by me and the chief mechanic. TPS gives us a clear approach the whole improvement concept, by means of filming what we’re doing, looking at it, involving the people that do the particular job to come up with ideas to improve things.”
That sharing of knowledge is also a perfect example of TPS in action: “Now when somebody new comes into the pit stops, for example if there’s a change of mechanic, it’s the guys themselves who train that person up. The people who are actually doing the job undertake to train the new person, and that’s team work.”
Cregan says that there could not have been a better advertisement for the benefits of TPS in the F1 organisation.
“It is a very successful project. I think because our pit stop performance was such a public show of strength over the last couple of years, and a clear improvement was seen from race to race and year to year, people have started to see the advantage of working within the TPS system and it is a never-ending process. It really helps to strengthen that whole ethos within the Toyota F1 team. It is a team effort, and it works very well. It’s also a very public demonstration of the TPS project. We are on show every race day, and everybody can watch on TV and put a stop watch on it!”
GLOSSARY
Genchi Genbutsu (“Going to the Source”)
Genchi means ”at the site” and Genbutsu means “the real item”. A Toyota philosophy that encourages you to go to the problem and see for yourself, not to rely on second-hand information. In this spirit, when asked whether a certain job is done, it is expected to check the result with your own eyes rather than dismissively say “it should be done by now”.
PDCA (Plan-Do-Check-Action)
Richard Cregan: “PDCA is a constant improvement loop process whereby you don’t just plan and do something, you plan it, you do it, you check it and then you act on all of those all issues and go back into the planning loop. It’s a constant process that is itself constantly evolving. Quite often outside the TPS you have plan and do, but you don’t have the other two follow-ons. The check and action aspects are very often forgotten, but we tend to focus on them. For example, we apply PDCA on the car build. In the beginning we were working on seven days, we reduced it to five days, and now turnaround on a car is between two and three days, and that’s including painting, checking on the chassis, everything like that. We use PDCA in the sense that we plan the build, do the build, and check where we have lost time, gained time. And that becomes part of the action for the next plan. That’s how we apply it.”
Toyota Production System (TPS)
Toyota Production System (TPS) is essentially a manufacturing system developed by Toyota which increases efficiency throughout the organisation by eliminating muda, or waste through kaizen. TPS carefully balances the valuable commodities of time and quality, never reducing the former at the expense of latter, whilst all the time trying to minimise cost. Now TPS is being extended throughout all the company’s functions and not just to the production areas.Kaizen
John Howett: “There are two elements to kaizen. One is of course continuous improvement as it is generally understood. But at the same time kaizen is also asking you to scrap useless processes, because they’re not fundamental to the primary target. So kaizen is a way of constantly looking for improvement, but it’s not just boring incremental improvements. When kaizen really starts to work we almost ask, why do we make part X? Because actually that part hasn’t changed in the last three years, and we could get it made by a supplier, and focus that machine on something else. Our composite department is a good example. They’ve gone beyond their own group now, and are talking to the designers about how to actually change the design to make it easier to build, and therefore they’re fundamentally influencing maybe not the shape, but the structure of the elements.”
Jidouka / Just In Time
Two pillar concepts of TPS. Jidouka can be translated as “automation”, but Toyota’s definition is for a machine to prevent occurrence of defects in case of quality or equipment problems by sensing this automatically and shutting itself down. In this sense, Jidouka at Toyota means “intelligent automation”. Just In Time refers to the manufacture of only what is needed when it is needed in the quantity it is needed at that specific time. Just in Time (JIT) can only be achieved through the existence of Heijunka (levelling production).
Heijunka (“Levelling Production”)
Mike Gascoyne: “Heijunka means instead of trying to do everything at the same time, you’re actually spreading the load across the whole year, which in our case means that at any one given time we’re actually putting a lot more effort into the important bits. It’s always been a classic thing to say this racing car is totally new, and every part is new. In other words, there are 4000 new bits. In fact 500 of them don’t actually make you go any quicker, but you had to redesign them all, all at once! You’re much better off saying I don’t want to redesign them all, I want to carry some over, so that I put the design time I’ve got into things that do make me go quicker. For example, once we knew the 2006 qualifying rules, we kept the same fuel system and fuel tank for the TF 06. Three designers would have spent three months doing all of that, and for what? What would you have got? It would do exactly what the old one did. You wouldn’t go any quicker, it would just be slightly different. If you carry it over, there’s all that resource free to put into things that make you go quicker. Having said that the TF 06B will have a different fuel system, because we’ll have more time, and be able to incorporate things that we’ve learned. You can make more progress by changing less.”





